I have just completed a successful migration of gilesbathgate.com to a new server. Some headaches were importing the mysql data via the commandline (I gave up in the end and used phpMyAdmin) also lighttpd rewrite rules triped me up, and I forgot to install php5-gd for my wavatars support. But appart from that the migration was seemless, I am sure no one even noticed.
RapCAD.org
Registered the domain rapcad.org
Progress
I will keep this short and sweet since most of you (in the reprap community) have probably already seen posts like this time and time again. So basically here is a few snapshots of my build progress



Everything went together fairly easily, there were a few minor errors in the assembly instructions which I corrected. The only trouble I had was with Adrian’s geared extruder driver. The base has countersunk holes to fit the heads of M4 bolts, however they were not big enough and reaming them out to 7mm I almost drilled right through. I also felt that the extruder design in general was a bit “bitty” and so I am re-designing the thing from scratch. Here is a sneak peek

The following view shows the lower half of my redesign of the axle mount, it fully encapsulates the bearing rather than having them floating free. (The image shows two separate parts which would be bolted together)

I am intending to also use my internal teeth gear concept with this design

I also designed a hobbed m4 insert

The hobbed insert will soon be available to buy courtesy of raysu in his ebay shop. Price is currently TBC, but he offers similar items at around $8.50
The strangest gift my fiancée gave me.
For my birthday this year Joey has bought me…

…yes its all the parts needed to build my own Mendel 3D printer! I am really excited about putting them together thanks Joey for such a great gift, how did you know?
Shortly after receiving my gift I dismantled OverlapStrap. I was supprised that the sum of the assembled parts seemed so much more than the 22 bits of MDF 25 bits of aluminium angle and the box full of fixit blocks.

OverlapStrap was by necessity a much simpler design than Mendel. So maybe there is something to be learned from this, although I think designs like the one Josef Prusa has designed and built are even simpler still!
Giving up to make progress?
So, the bad news is that I have given up trying to print out all of the Mendel parts using OverlapStrap 😦 However the good news is that I now have a full set of Mendel RP Parts that materialized themselves sometime on Nophead‘s 3D printer(s) and which was then bought from him via his ebay shop. It seems a shame that I didn’t ever fully manage to bootstrap Mendel using my own repstrap, but at the end of the day it was never really my goal. I really started out on this journey because at the time no one seemed to be selling Mendel parts, and of course this is increasingly becoming untrue. I think I have learned a lot putting OverlapStrap together and proved to myself that given enough time, I could have printed out the missing parts and upgraded the machine bit by bit until it had become a Mendel. I believe I have also inspired at least one or two people to create designs that use elements of OverlapStrap, so I think will continue to document and develop OverlapStrap but it is likely only to be driven by other people taking an interest in the design. I never managed to get it running on belts, but I did have designs for how the belt driven “upgrade” would work. For example here are the Y-axis belt idler and motor mounting blocks.

And here is a photo of the x-axis fixit blocks which would have attached to the x-axis motor mounting plate.

No Lathe – Hybrid Thermal Insulator
Shortly after announcing his initial design Adrian updated his Extruder Nozzle Design. The top-hat and steel plate had been combined into a PEEK block instead. I had a few thoughts about the implications of this improvement. The first thing I realised was that getting the required materials would be expensive. Adrian suggests a crowd sourcing solution to this which is a good idea in theory, but I figured that the design could be made cheaper if we went back round PEEK bar. Also after showing my design to a few people on the reprap IRC channel one argued that my Best compromise nozzle offers no real advantage over existing hybrid thermal barriers. I decided to sketch out a few alternative approaches.

Eventually I came up with something that you are probably all quite familiar with. Its a PEEK insulator with a PTFE insert, however I came up with a slight twist on existing designs. Instead of having an insert that slides into place, my insert is M10 threaded PTFE rod, which screws into an M10 internal thread in 16mm dia PEEK. The brass barrel screws into the PEEK only, and since PEEK is much tougher than PTFE there is little chance of the barrel coming out. The PTFE basically just acts as a nice slippery surface for the filament.
 I came up with a drilling methodology that I think keeps things as concentric and true as possible when using a drill stand. The first step is to drill a 16mm hole into a piece of wood, which acts as a work piece clamp. The PEEK was a tight fit in the piece of wood, since it was slightly over 16mm, I tapped into place with a hammer. Next I drilled a blind 8.5mm dia hole to a depth of 25mm. I found it was better not to drill a pilot hole as then the piece would turn in the holding jig. I tapped the hole to M10 using a taper tap followed by a plug tap, as I wanted to get the thread as close as possible to the bottom. I had already prepared a length of M10 threaded PTFE which I cut longer than needed so that I could screw it in and use the protruding part to screw it in extra tight. I cut the PTFE flush and drilled a 3.5mm hole all the way through the assembled insulator. This 3.5mm hole then acted as a centre so that when I turned the PEEK over I could drill the 5.0mm and Tap to M6.
I came up with a drilling methodology that I think keeps things as concentric and true as possible when using a drill stand. The first step is to drill a 16mm hole into a piece of wood, which acts as a work piece clamp. The PEEK was a tight fit in the piece of wood, since it was slightly over 16mm, I tapped into place with a hammer. Next I drilled a blind 8.5mm dia hole to a depth of 25mm. I found it was better not to drill a pilot hole as then the piece would turn in the holding jig. I tapped the hole to M10 using a taper tap followed by a plug tap, as I wanted to get the thread as close as possible to the bottom. I had already prepared a length of M10 threaded PTFE which I cut longer than needed so that I could screw it in and use the protruding part to screw it in extra tight. I cut the PTFE flush and drilled a 3.5mm hole all the way through the assembled insulator. This 3.5mm hole then acted as a centre so that when I turned the PEEK over I could drill the 5.0mm and Tap to M6.

Here is the result, I was quite pleased how central the hole turned out, before I bought a drill stand I had had a lot of difficulty getting a hole to be consentric over this length.
Best compromise extruder nozzle
I haven’t posted for a while. Firstly because I took a three week holiday in Brazil and secondly because I have been very busy. Anyway before I left I had been looking at simpler way of making Adrian’s new extruder nozzle. Adrian’s design requires that you tap an M7 internal thread inside an 8mm brass bar, not only does M7 seem to be an non-standard size it also seems that you need quite good tolerances to get that right. Of course you also have the problem of getting an 0.5mm orifice in the end of the brass nozzle, and I had already decided that its near impossible to do this in any DIY setup. What I came up with initially was this design:

Instead of a one piece nozzle like Adrian’s design this design uses nozzles and barrels that can be readily bought from places like Makerbots, ReprapSource, and RepRapStores. I asked my Dad to turn the other parts on his lathe which he kindly did for me while I was on holiday.

And here is a photo of the assembled nozzle, the retaining plate is not shown in this photo.

Unfortunately when my Dad made the PTFE insulator he mis-interpreted my drawing and tapped an M6 thread down the centre instead of a 3.5mm hole. When I got back from Holiday, my Dad was on his Holiday for three weeks, and so impatience prompted me to try to re-make it without using a lathe. What I did was buy some 10mm dia PTFE and put an external M10 thread on it

Then I drilled and tapped an internal M10 thread into a short piece of 16mm PTFE. I used a drill stand to do this, and I had to support the PTFE in a block of wood with an 16mm hole drilled into it. I screwed the 10mm PTFE into the 16mm PTFE and got my desired shape ready for drillng the 3.5mm hole down the centre.

This technique could be used as a simple method for making the same part in Adrian’s extruder nozzle, just use M7 instead. At this point I wondered (as you might be), why not just use the M10 threaded PTFE as the barrel instead of the above. Well I am not entirely sure how to answer that question, because that would of course be simpler, although I can say that the 16mm PTFE does have more structural rigidity than M10.
Update: I have since made some further improvements to this design which are documented here amongst other ideas.
The proposal
Today I proposed to my beautiful girlfriend Johanna and the great news, she said yes!
Fluffed it
Due to a series of mistakes and disasters I have already broken my new extruder head

I made a couple more pulleys using PLA, but then decided that the barrel was too short and tried to remove it. Moral of the story, don’t try to remove a nozzle from a barrel after extruding plastic through it.
OverlapStrap Extruder Head 0.2
The first extruder head that my Dad made for me a while back had a number of pitfalls
- It was difficult to drill a 0.5mm hole (he broke several drill bits trying to make it)
- The resistor wasn’t a very tight fit in the aluminum block.
- The thermistor was attached using Thermic Seal which despite being rated to 1250 °C would crumble and fall out.
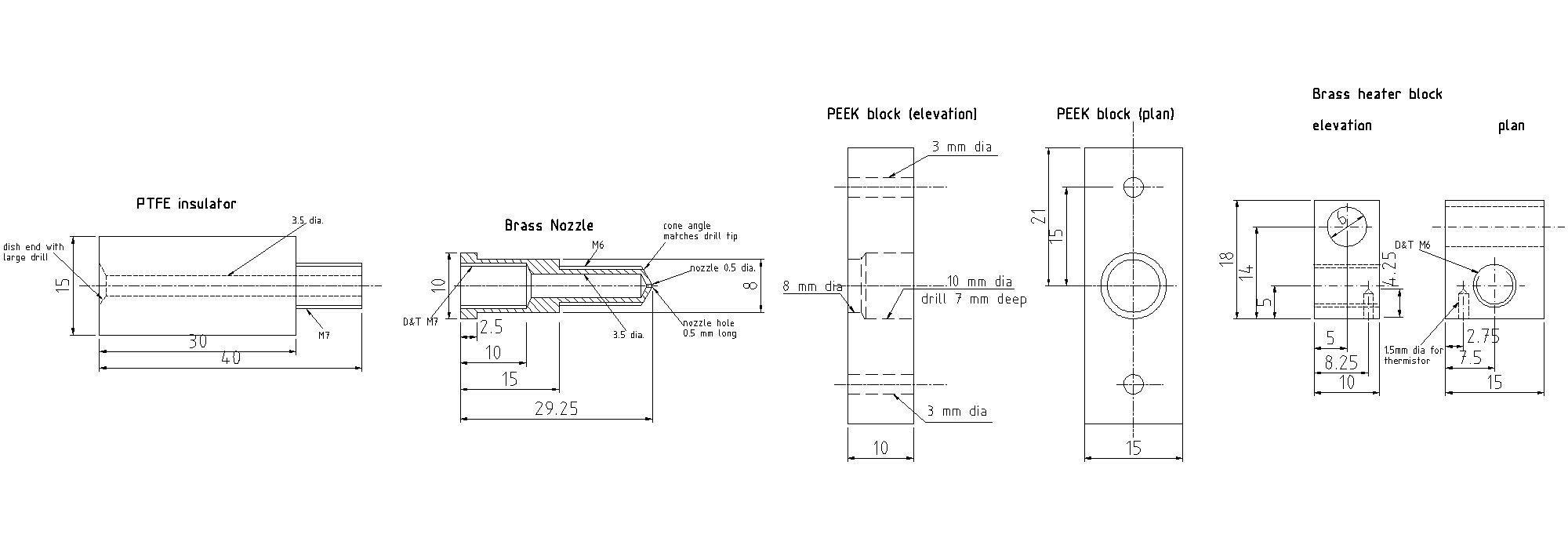
So my Dad kindly offered to make a new and improved version based on some specifications and designs that we came up with together.

Rather than try to drill a 0.5mm hole I bought an already fabricated nozzle. Quite a few companies make these now specifically for reprap printing machines including Makerbot, ReprapStores, MakerGear and ReprapSource.

My Dad turned down the nozzle to a round insert that could be put directly into the aluminum heater block. The other addition was a PTFE thermistor clamp to hold the thermistor on using two m3 screws rather than glue.

{kind=link}
{kind=link}
{kind=link}
{kind=link}